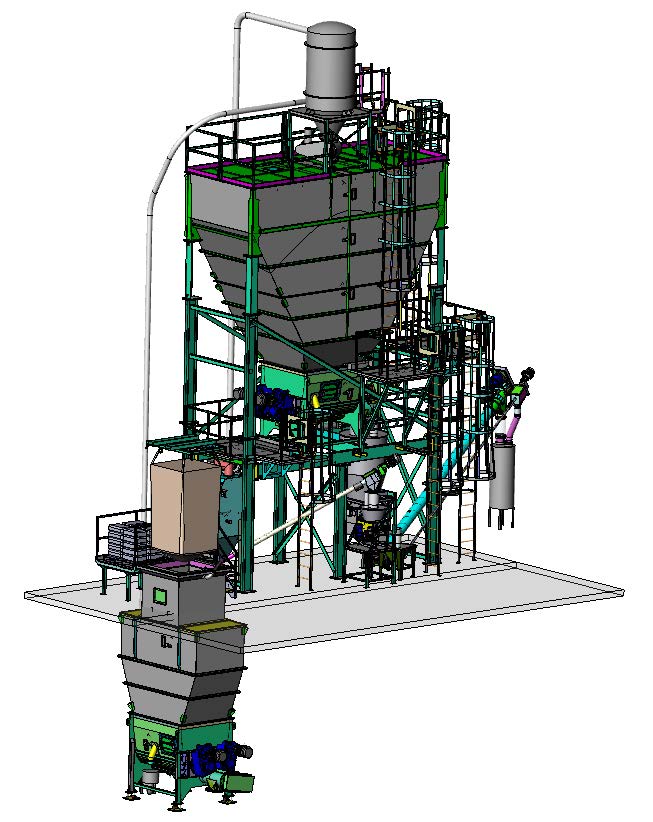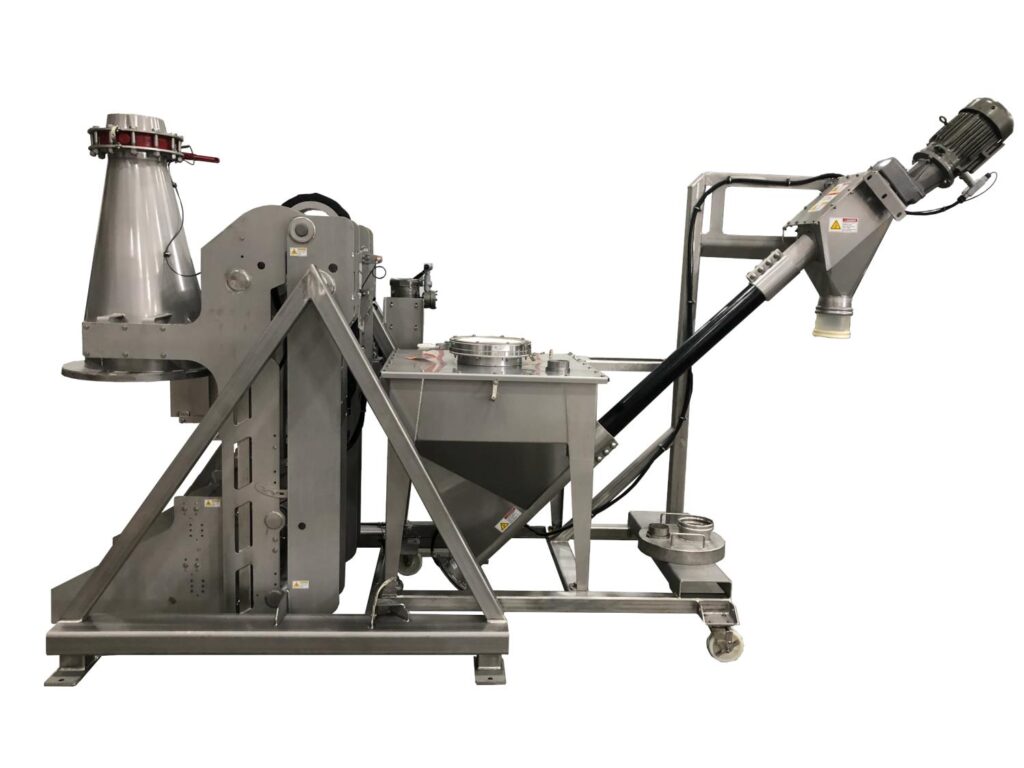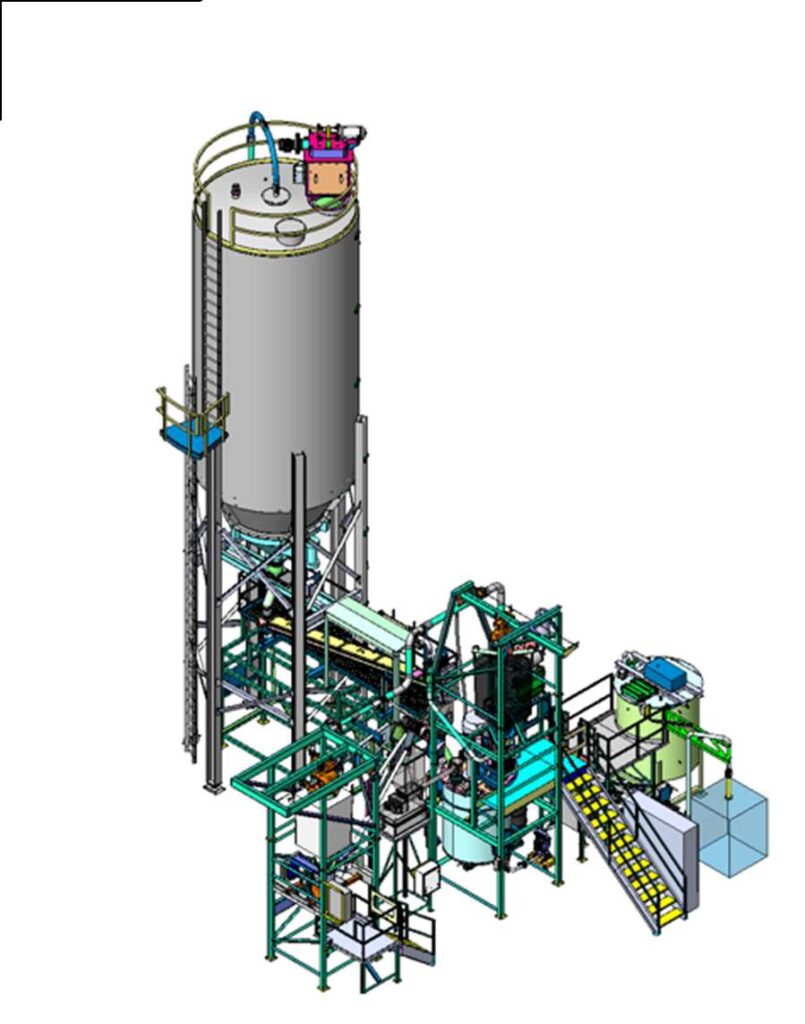
Bentonite Slurry Make-Up System
The customer was moving their manufacturing facility to a new location and needed to duplicate their capabilities while maintaining operability at the existing site along with upgrading the process for improved quality and future growth. The slurry material is used in the process of manufacturing black pipe in the integrated foundry. The system includes a complete delivery system for the bentonite material that is installed in a sealed process room to help control airborne dust concerns, and a complete storage and delivery system for the feldspar (including a reserve bulk bag discharger to prevent lapses in bulk supply concerns) installed outside of the main building. The batch is started by partially filling the blending tank with approximately 2/3rds of the required water and starting the integrated high-shear mixer at low speed; the two (2) materials are then fed (by weight) into the mixing tank based on pre-set recipe details. The mixer is ramped up to full speed to ensure the materials are properly sheared to meet Q/A requirements. Once the chemistry is approved by quality control, the viscosity is adjusted by adding water to reach the desired consistency. The final batch is then transferred using the integral pump skid to the holding/process tank. The slurry is transferred through filtration to remove any unwanted agglomerates larger than 200 mesh to ensure reliable use by the foundry. The finished slurry is fed from the process tank into process bins that are used to interface directly with the foundry process. The system includes complete recipe-based controls with all necessary instrumentation and devices to provide the specified slurry at the desired consistency.
Bentonite Slurry Make-Up System Read More »