
V-Notch Manual Titan Gate Handling Sand
Sand plant utilizing Vortex’s heavy duty titan valve to meter abrasive material.
V-Notch Manual Titan Gate Handling Sand Read More »
Sand plant utilizing Vortex’s heavy duty titan valve to meter abrasive material.
V-Notch Manual Titan Gate Handling Sand Read More »
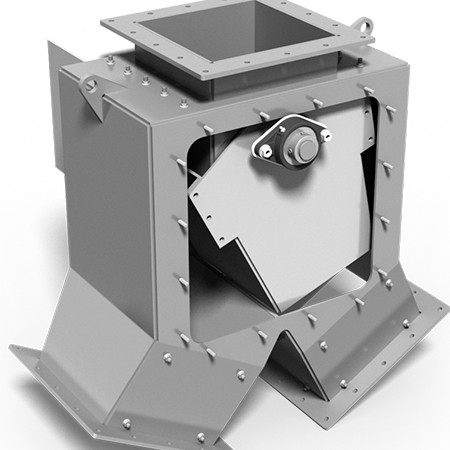
A pivoting chute with custom vibration & shock resistant modifications to the actuator arms. These modifications make this diverter a more suitable solution for the abrasive and rough nature of handling recycled glass.
Glass Recycler Utilizing the Vortex Pivoting Chute Diverter Read More »
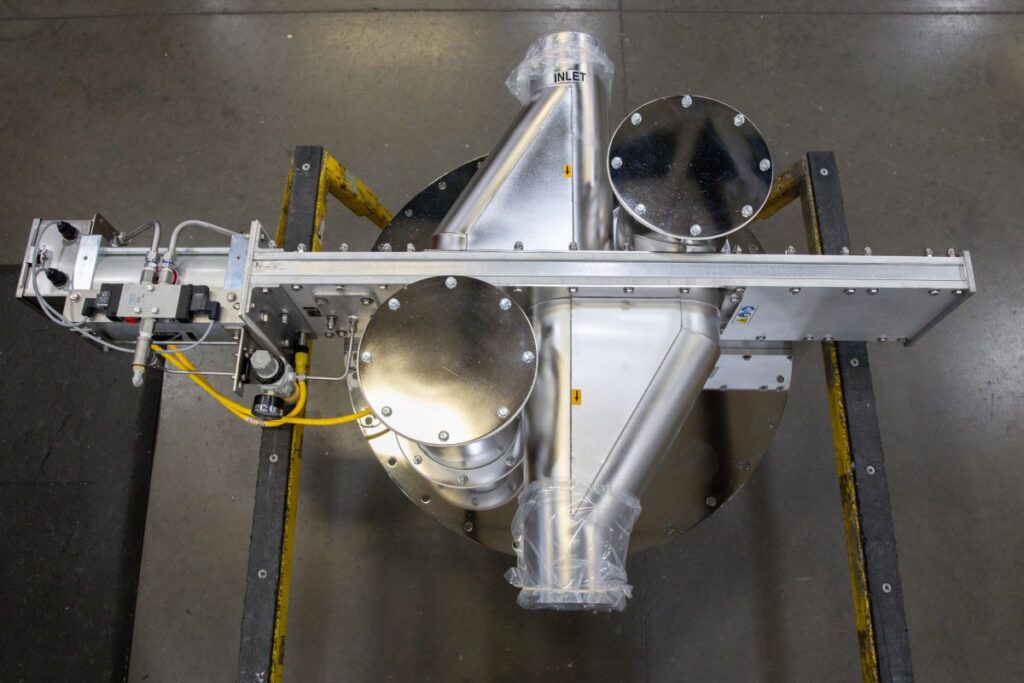
For a process handling paprika, Vortex selected a Wye Line Diverter to eliminate material cross contamination and Vortex Roller Gates to shut off and seal material at the bottom of dry blenders and mixers. These products have been installed since 2012.
Wye Line Diverter and Roller Gates Handling Paprika Read More »

These valves will be utilized in a feed system that comprises of two Titan Gate Valves, separated by an intermediate feed hopper. The valves will operate in tandem to facilitate semi-continuous feeding of solid waste pet material via a feed hopper into a feed trough. The valves are designed to handle feedstock up to 50mm to a design temperature of 205° C and are ATEX rated.
Titan Slide Gate with Epoxy Coated Air Cylinder Handling Pet Feedstock Read More »

The client had a need to replace a flap type diverter valve which had been in service for a considerable period of time. The existing diverter valve had reached the end of its service life and was difficult to clean and maintain due to its design. The new diverter design had to cope with a variety of sticky and abrasive feed material, with easy access for cleaning and maintainability, whilst being fast acting to allow reject material from a metal detector to be diverted out of the production stream.
Seal Tite Diverter Provides Solution for Pet Food Company Read More »

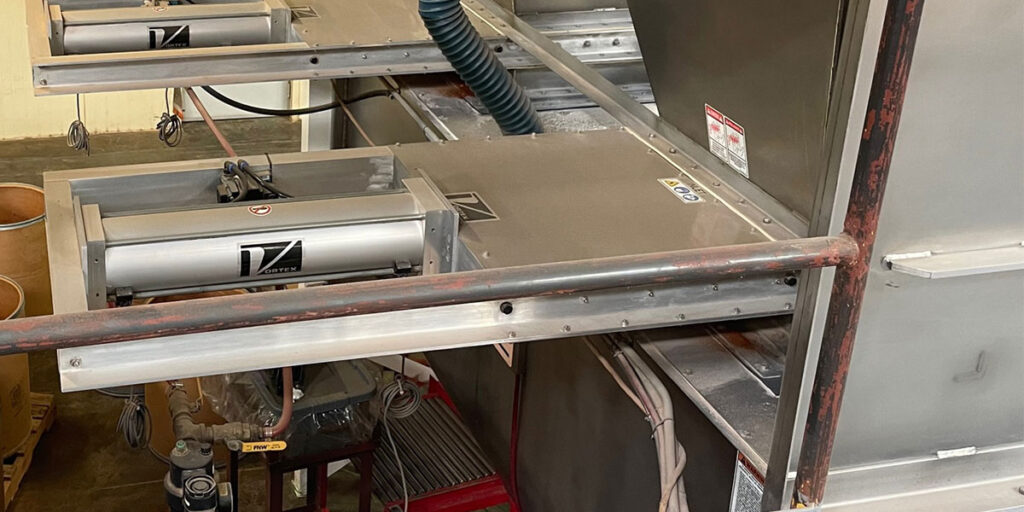
This Vortex Roller Gate will be used to handle granulated sugar. The valve features a fail-safe closed assembly for operation of valve one-time on loss of air supply. Upon electrical failure and a loss of plant air, the single solenoid valve will shift, allowing the compressed air to flow from the reserved tank, through the solenoid valve to the double acting air cylinder closing the gate.
Roller Gate with Fail Safe Tank to Handle Granulated Sugar Read More »
The Diverter accurately scales flour into hoppers, essential for adhering to recipe proportions for different pizzas. It accommodates diverse pizza styles efficiently without compromising quality. Constructed from FDA-compliant materials, it ensures hygiene and safety, critical in pizza production.
Pizza Flour and the Vortex Fill Pass Diverter Read More »

These Vortex Handslide Gates are located on cookers for milled corn, malt, and rye at the start of the process. The Vortex Handslide Gate is a manually operated process gate used to control flow on the inlet/outlet of hoppers, bins or totes in applications where powered gates are not feasible or desired.
Vortex Handslide Gate Assists at Bourbon Distillery Read More »

Powdered milk is of significant importance due to its versatility and convenience. It plays a crucial role in various industries from food and beverage to pharmaceuticals, serving as a key ingredient in products like infant formula, confectionery, and nutritional supplements. Our company’s expertise lies in providing customized solutions for handling powdered milk, ensuring its integrity from production to end-use. With our advanced technology and industry-specific knowledge, we are committed to delivering value-added products and services that cater to the unique needs of our clients.
Pivoting Chute Designed for Customers System Handling Powdered Milk Read More »
When controlling dry bulk solid material flow, there are varying controls that can meter the volume and flow rate.
7 Pneumatic Ways to Control a Slide Gate Read More »