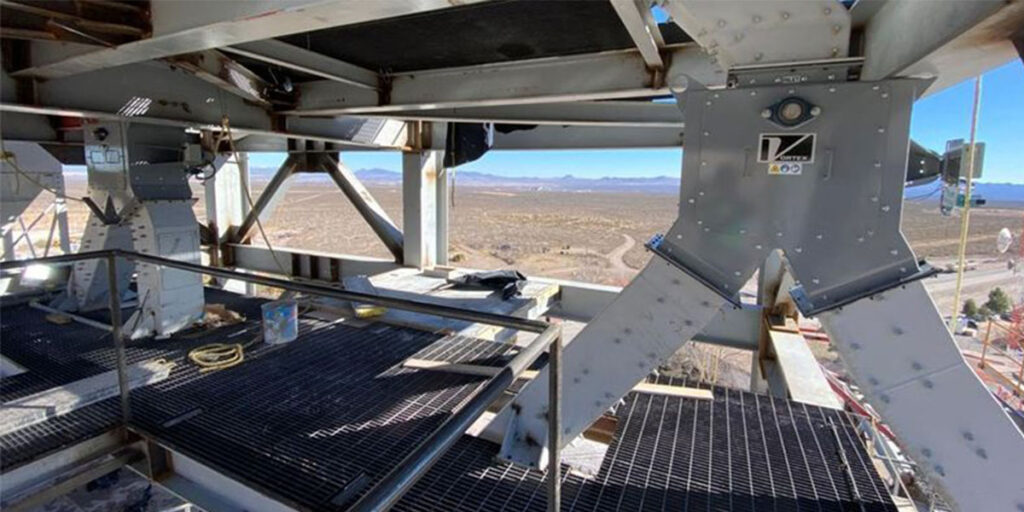
The Vortex Pivoting Chute Diverter is optimized for diverting heavy, abrasive dry bulk materials in gravity-fed processes. Its pivoting chute design allows you to split material flow and direct it to 2-3 outlets, enabling optimized material handling and processing. With durable, abrasion-resistant construction and replaceable wear parts, this diverter delivers reduced downtime and extended service life when handling the most demanding, high-wear materials. The removable access panel also allows for easy in-line inspection and maintenance, minimizing process interruptions. For optimized material flow handling and maximum uptime in harsh, abrasive applications, the Vortex Pivoting Chute Diverter delivers.