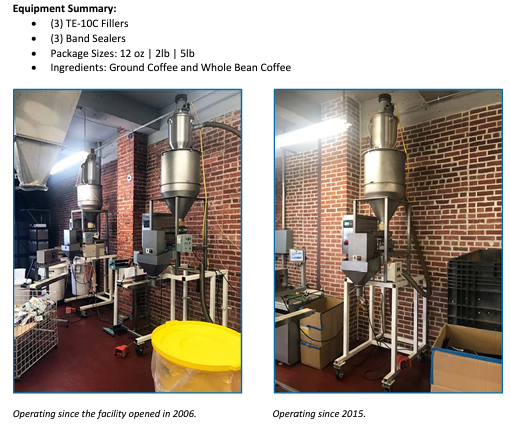
High Volume Coffee Bean Discharging System
High volume bulk bag discharging system. The transfer rate is 66,000 lbs/hour for each set of (3) bulk bag dischargers. High speed hoist are integrated to minimize bulk bag travel time from the loading position to the unloading position. The operator can control the hoist from ground level and on the operator access platform. Hoppers are provided as a buffer during a bulk bag change over. The hoppers discharge into the customer supplied rotary air lock and pneumatic conveying system. An operator platform with access stairs is included with each set of (3) dischargers.
High Volume Coffee Bean Discharging System Read More »