High Shear Mixing Technology for Mayonnaise Production
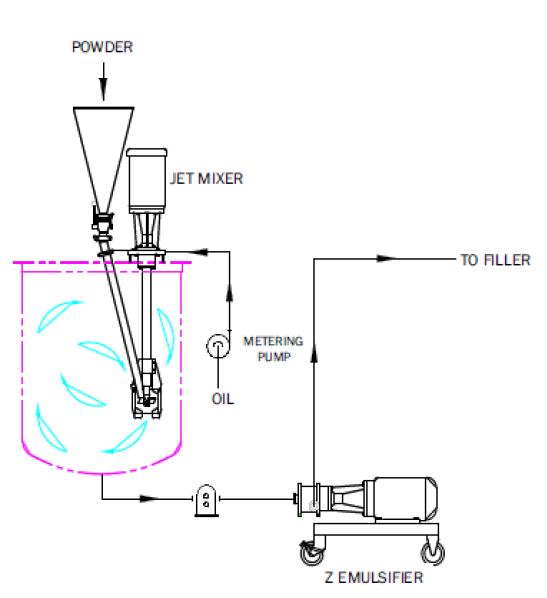
The Quadro Ytron® Jet Mixer configured with our bypass dispersion assembly is ideally suited to the first step of mayonnaise preparation with the ability to disperse powders or liquid ingredients sub-surface in the pre-mix. Sub-surface dispersion through the Jet Mixer head prevents powder lumps and agglomerates from forming, while also creating a uniform distribution of course oil droplets for the next step of processing. A uniform distribution in the pre-mix improves the reliability of droplet size reduction in the emulsifier while producing a more consistent stability in the mayonnaise.
High Shear Mixing Technology for Mayonnaise Production Read More »