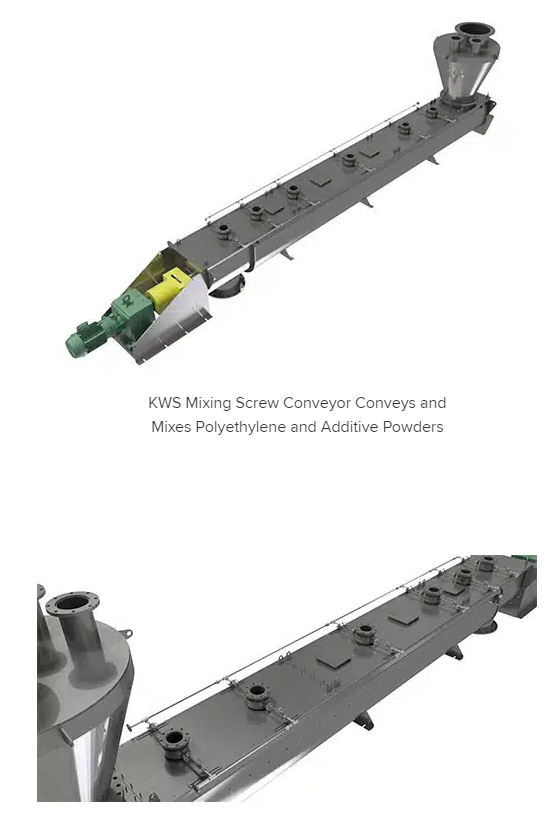
Mixing Screw Conveyor for Polyethylene Powder & Additives
The KWS mixing screw conveyor was designed as a single piece screw to span the length of over 28-feet without the use of an intermediate support/hanger bearing. The screw was mounted on oversized pipe to prevent excessive screw deflection. The screw flights were cut-flight with notches every 90-degrees to promote mixing and agitation as the materials were conveyed. At the tail end of the screw, double flighting was added to provide even discharge to the extruder. KWS utilized a drive pedestal to protect the gear reducer and motor from heat and shock loads. The gear reducer and motor are located away from the heat source and operate at ambient temperature. The KWS drive pedestal is a compact design that houses the motor, gear reducer, bearings, low-speed coupling, seals and shafts. All rotating parts are guarded with OSHA compliant guards.
Mixing Screw Conveyor for Polyethylene Powder & Additives Read More »