Vocational Service Blends Dry Products for Commercial Bakers with Sanitary Ribbon Blender
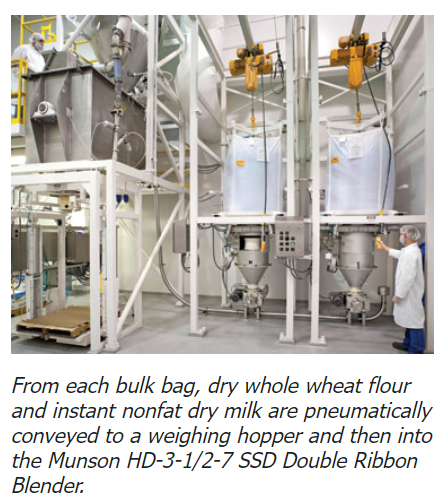
The Munson ribbon blender is a stainless steel food grade unit with a capacity of 65 cu ft (1.84 cu m). Powered by a 25 hp (18.65 kw) electric motor, its 2-to-1 agitator length-to-width ratio yields uniform blends in minimum cycle times. Blending capacity is calculated as approximately 70% to 80% of total vessel volume, leaving ample room for material flow on the upswing side of the agitator.