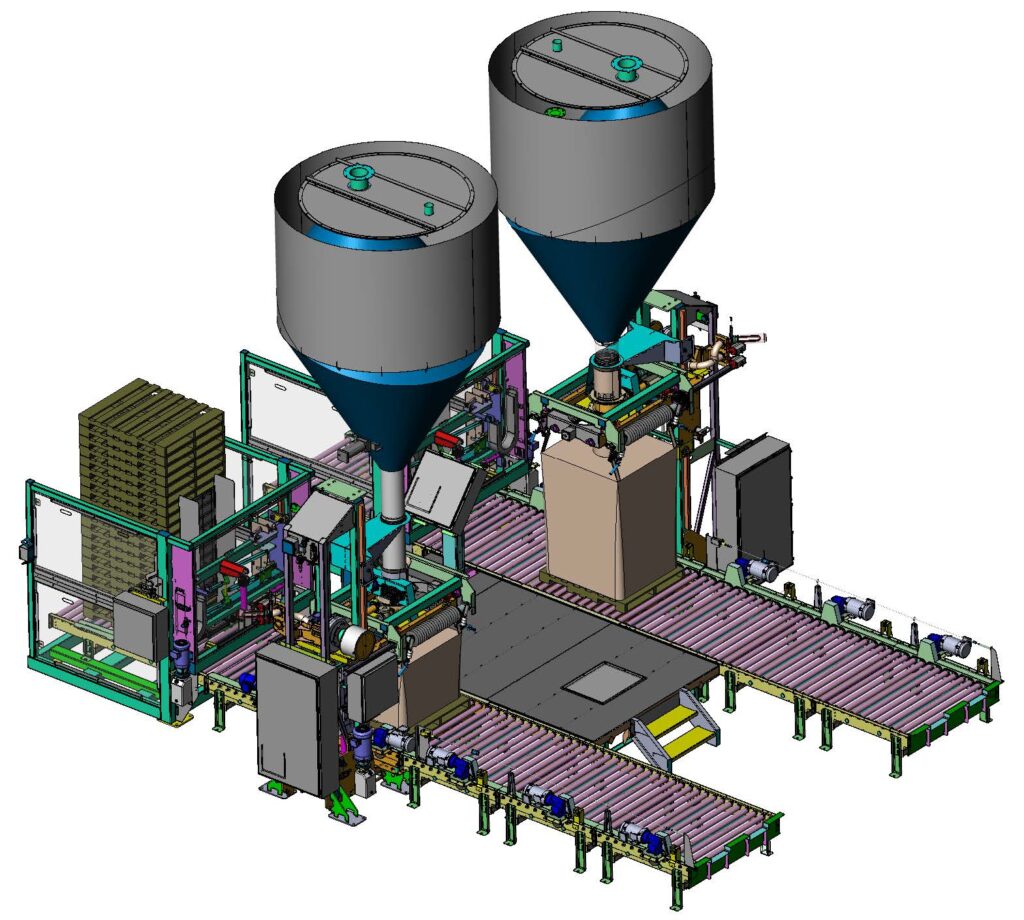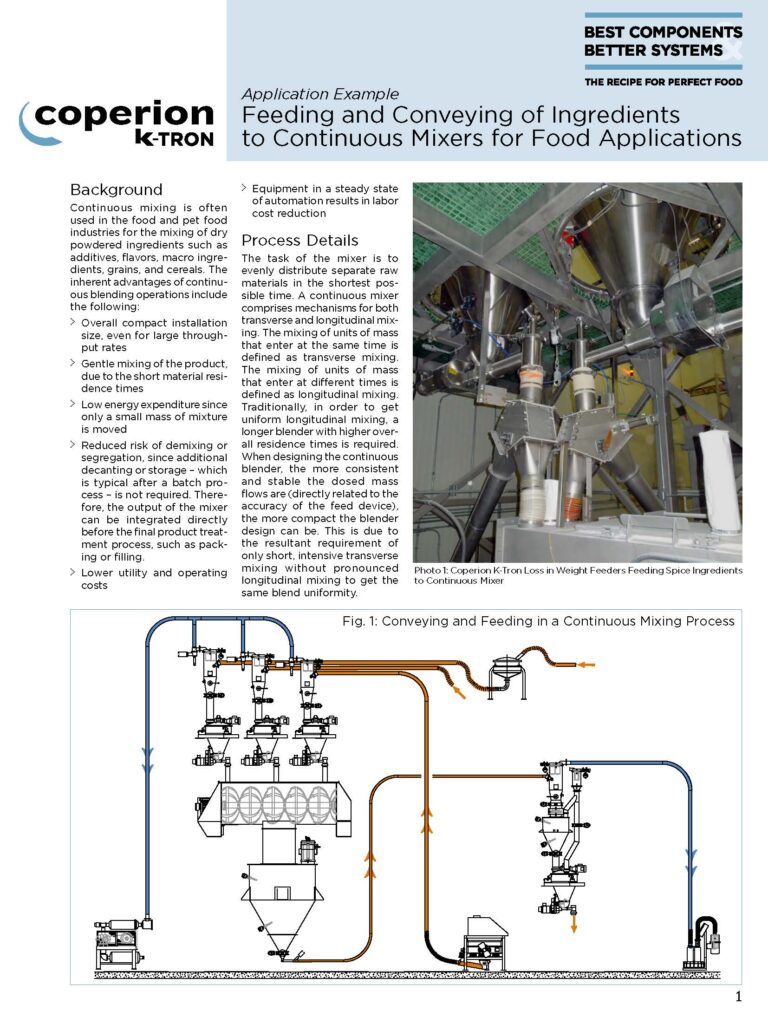
Feeding and Conveying of Ingredients to Continuous Mixers for Food Applications
In order to produce consistent blend uniformity in short residence times, the use of high accuracy Coperion K-Tron loss-in-weigh feeders is imperative. In addition, the use of Coperion K-Tron pneumatic receivers as refill devices ensure quick and efficient refill cycles to maximize process quality. Typical applications for the continuous mixing process include but are not limited to the following: Infant Formulas, Powdered Drink Mixes and Bases, Nutritional Protein Blends, Soup Mixes, Bakery Mixes & Pet Food Mixes.
Feeding and Conveying of Ingredients to Continuous Mixers for Food Applications Read More »