Vibratory Screeners Keep Dessert Toppings in Shape
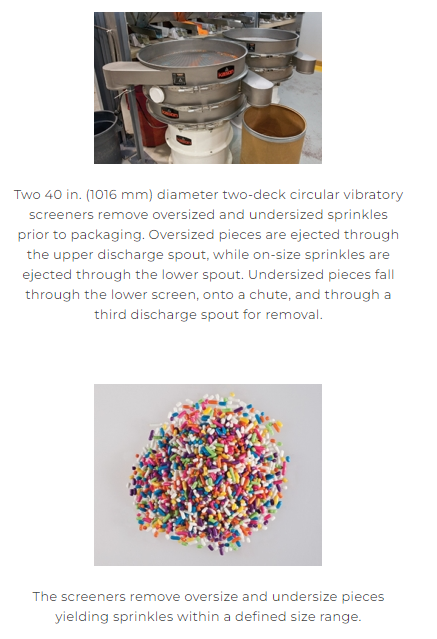
The customer uses two 40 in. (1016 mm) diameter screeners, which are positioned at the sifting station near the end of each production line. The sprinkles emerge from an area called the panning room where they are shaped and coated. Each stainless steel, food-grade screener has two vibratory decks: a top deck with a 6-mesh (3350 micron) screen and a bottom deck with a smaller-aperture 14-mesh (1310 micron) screen to yield sprinkles within a defined size range. A chute automatically feeds the sprinkles into the center of the top screen on each unit. The vibratory action of the screener moves the sprinkles from the center toward the edge of each deck. Oversized sprinkles move in controlled pathways to a discharge spout at the periphery of the top screen.
Vibratory Screeners Keep Dessert Toppings in Shape Read More »