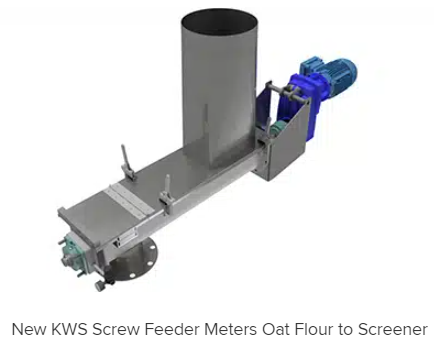
Food-Grade Screw Feeder for Metering Oat Flour
KWS engineered and manufactured a 304 stainless steel screw feeder free of pits and crevices. All internal bolted connections were eliminated, and internal surfaces and welds were cleaned, ground flush, and polished to a 150-grit finish bolstering the sanitary design requirements.
The screw feeder design included a KWS torque arm trough end to permit the drive unit to “float” on the drive shaft, eliminating any overhung load and stress on the rigidly welded screw. A pillow block roller bearing is located on the drive end to support the screw and function as a thrust bearing.
Food-Grade Screw Feeder for Metering Oat Flour Read More »