Spice Maker Adds Paddle Mixer to Quadruple Production
A typical batch consists of 10 to 12 ingredients, including liquid additions. The ingredients, mostly spices and salt, are received in 50 lb (22.7 kg) bags or boxes, which are moved by forklift onto a mezzanine and manually loaded into the mixer below. When a batch is completed it is discharged into 1,500 lb (680 kg) bulk bags, from which the product is packaged in 50 lb (22.7 kg) or 75 lb (34 kg) boxes, or 125 lb (56.7 kg) drums.
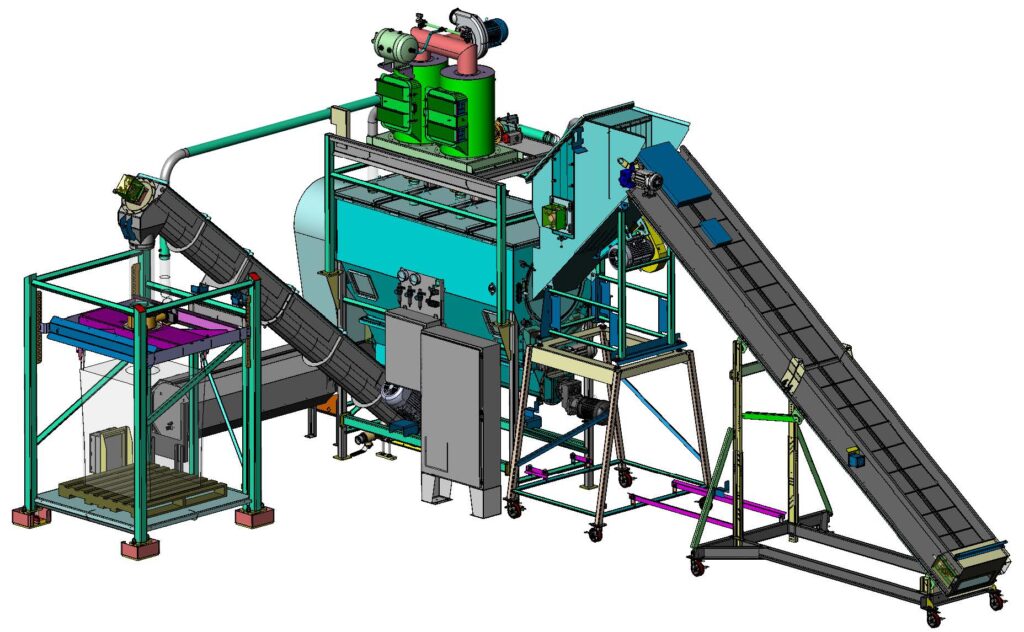
Formerly, packaging was a manual operation in which each bag was lifted by a hoist and emptied into the packages. In the new system, each bag is moved by forklift to a bulk-bag discharger, from which it is emptied into a hopper that serves two packaging lines via vibratory feed troughs. Each trough feeds product directly into a package that is set on a scale, and the flow is automatically controlled by a gain-in-weight system.
Spice Maker Adds Paddle Mixer to Quadruple Production Read More »