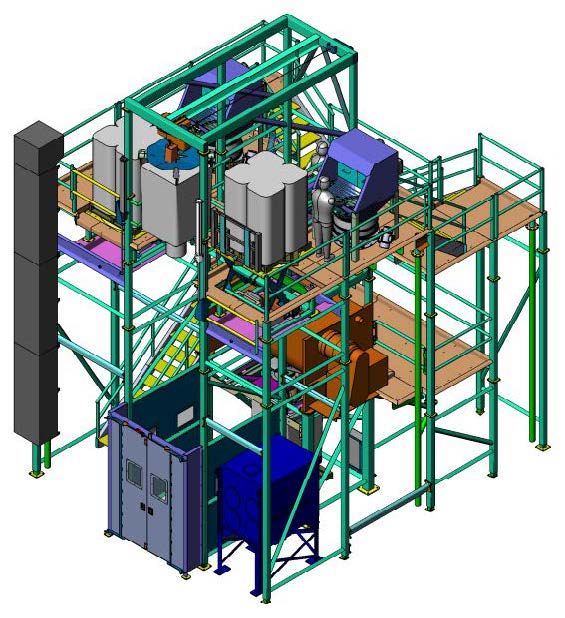
A customer was building a new facility that had a room dedicated for use in their powder blending process. They contacted NBE to help develop a solution that will meet their process needs and fit inside the space they have available. The system needed to handle raw ingredients from supersacks as well as small bags. Recipes were based on even numbers of the raw material packages. All of the material must be discharged, screened to prevent any contaminants, and discharged into a horizontal ribbon blender. Attention must be paid to ergonomic handling of the materials, including the scissor lift for bag positioning, along with disposal of the empty packaging from the upper levels of the system. The finished blends were packaged in super sacks that will ultimately be used to supply their packaging line. NBE designed and manufactured a custom three-level platform to support all of the equipment in the available space. NBE coordinated with the customer’s dust collection vendor once the system was assembled in our facility. The vendor came and installed the vent lines under the platform structure in our facility. The customer visited for a final inspection of the completed system assembly prior to shipment and was very pleased with the finished product.