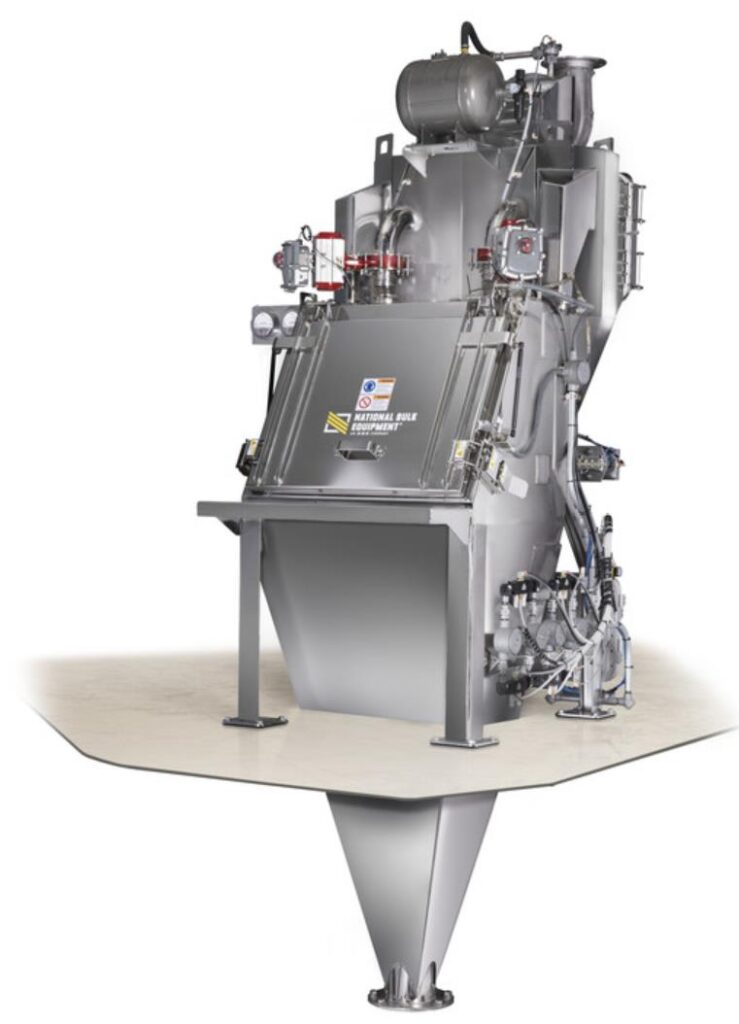
NBE provided a bag break station with rotary airlock and remote dust collector. The rotary airlock discharged into an existing hopper that fed a pneumatic conveying system. The equipment was designed to meet a Class I Div II and CIass II Div I area classification. To assist and promote product discharge, all material contact parts are electropolished, the hopper included 77 degree sloping walls and a dust collector to pulse clean the filters and discharge all material out of the Bag Break Station. Customer had height constraints and a section of the bag break station hopper went through a mezzanine to keep the grate height at operator level.